Покраска алюминия
" НАШИ УСЛУГИ "
ТЕХНОЛОГИЯ ПОРОШКОВОЙ ПОКРАСКИ АЛЮМИНИЯ
Порошковая покраска – наиболее эффективный метод получения стойкого полимерного покрытия на поверхности. Данный способ покраски обеспечивает металлическим конструкциям привлекательный внешний вид, без подтеков и наплывов. Также порошковые красители обладают высокими электроизоляционными и ударопрочными свойствами, защищают поверхность изделия от перепада температур от -60С до +150С. Такая технология покраски поверхностей является достойной альтернативой нанесению жидких лакокрасочных материалов и даже имеет ряд преимуществ. Например, порошковое покрытие не выгорает на солнце, и изделие всегда имеет яркий насыщенный цвет.
Кроме алюминия методом распыления можно покрасить детали из множества различных материалов, поэтому область использования порошковых красителей достаточно широка. Прочное и безопасное покрытие необходимо иметь трубам нефтедобывающей промышленности, медицинскому и садовому оборудованию, деталям автомобилей.
В целом порошковое оборудование широко применяется для изделий из следующих материалов:
- черная, оцинкованная сталь;
- керамика;
- стекло и МДФ;
- алюминий.
Если рассматривать преимущества окрашивание краской, то в первую очередь следует отметить: простоту и высокую скорость нанесения покрытия, равномерное распределение красителя на деталях сложной конфигурации, качественное окрашивание конструкций любых размеров, стабильные технические характеристики и безопасность на протяжении всего срока эксплуатации окрашенных изделий, экономичность, экологичность и безопасность процесса покраски. Положительные свойства порошкового покрытия: пожароустойчивость, однослойность, долговечность.

Технология порошковой покраски алюминия включает следующие этапы:
- Подготовка поверхности изделия из алюминия путем обезжиривания, кислотного травления и хроматирования (удаление загрязнений и окислов, повышение адгезии и защиты алюминиевой детали от коррозии).
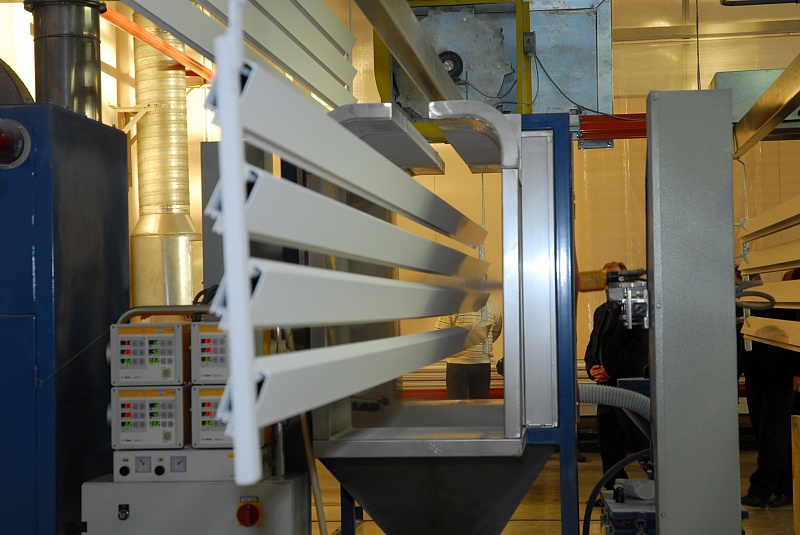
- Нанесение порошковой краски на изделие из алюминия методом электростатического или трибостатического напыления. Электростатическое напыление представляет собой распыление на заземленную деталь заряженного порошка при помощи пневматического устройства (пульверизатора или пистолета). В процессе покраски напряжение может распространяться вверх или вниз, возможна регулировка силы красящего потока и скорости выхода порошка, а также размера красящих частиц. Напыление производится следующим образом: порошковая краска загружается в питатель, через фильтр которого подается воздух под давлением, в процессе чего образуется «кипящий слой» краски. В распылителе благодаря трению и зарядному электрону порошок приобретает электрические свойства. Под воздействием сжатого воздуха краска попадает на нейтрально заряженную поверхность и оседает на ней. При электростатическом напылении частицы порошка получают заряд от электрода, при трибостатическом – заряд возникает в результате трения порошка о стенки распылителя.
- Все частицы красителя, не осевшие на алюминиевой поверхности, собираются для повторного использования, что является весомым преимуществом данного метода по сравнению с «жидкой» покраской (камера напыления оснащена системой фильтров и другими средствами очистки воздуха).
- По конвейерной ленте окрашенное алюминиевое изделие перемещается в камеру полимеризации, в которой под воздействием высоких температур и формируется, окончательное покрытие. В процессе нагрева детали в печи частицы краски расплавляются и образуют на поверхности алюминия пленку. Если в слое порошковой краски остается воздух – это ухудшает качество покрытия (образуются поры). Чтобы избежать брака, порошок нужно наносить тонким слоем. При длительном нагреве происходит обратный процесс – краска начинает отвердевать. Формируется покрытие с задуманными декоративными характеристиками и высоким уровнем прочности.
- Завершающая стадия обработки – охлаждение готового изделия в специальных камерах, а затем на воздухе.
Режим для порошковой покраски алюминия необходимо выбирать с учетом вида красителя, особенностей окрашиваемой детали и типа оборудования.
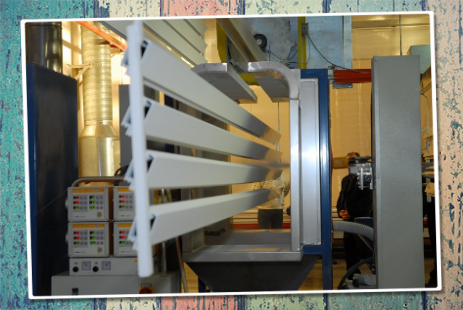
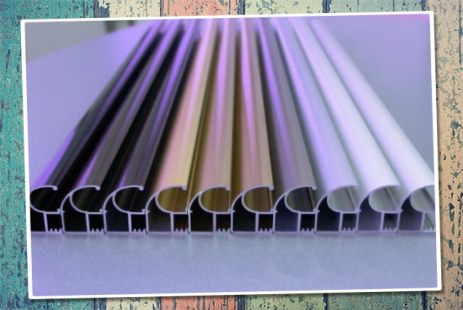
Наши работы по порошковой покраске